


安平县卓皇金属丝网制品有限公司
联系人:刘经理
手机:139-3287-8833
电话:0318-7688-885
传真:0318-7683-119
QQ:344132534
邮箱:344132534@qq.com
地址:河北省衡水市安平县后张庄开发区
添加时间:2022-04-19 点击量:
镀锌钢格板焊接工艺技术关键:
1、在负载扁钢和横杆的每个交点处,应通过焊接、铆接或压锁将其固定。
2、镀锌钢格板的焊接优先选用压力电阻焊,也可选用电弧焊。
3、镀锌钢格板的压锁可选用压力机将横杆压入负载扁钢将其固定。
4、镀锌钢格板应根据用户的需求,加工成各种尺度的形状。
5、负载扁钢的距离和横杆的距离可由供需方根据规划恳求断定。作工业途径,主张负载扁钢的距离不得大于40mm,横杆距离不得大于165mm。
在负载扁钢的端头,应运用与负载扁钢同标准的扁钢进行包边。在格外运用的场合,可运用型钢或直接用挡边板包边,但包边板的截面积不得小于负载扁钢的截面积。
包边选用焊高不小于负载扁钢厚度的单面贴角焊,焊缝长度不得小于负载扁钢厚度的4倍。在包边板不承受荷载的情况下,答应距离4根负载扁钢焊接一处,但距离不得大于180mm。在包边板承受荷载的情况下,不答应距离焊接,并且有需要满焊。钢格板中的切断、开孔等于或大于180mm的,应作包边处理。

标签: 镀锌钢格板、
实力打造品质
诚信统领市场
 格栅板
格栅板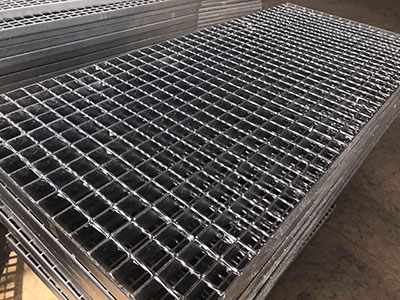 钢格栅板
钢格栅板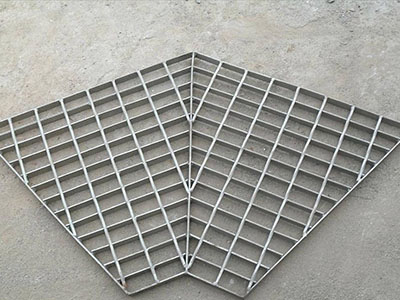 异形格栅板
异形格栅板 异形格栅板
异形格栅板